
- 巴氏灭菌法是食品保存中最关键的阶段之一,也是食品安全的必要条件。
- 食品必须经过巴氏消毒,以消灭致病细菌,并大大减少变质的微生物。
- 巴氏灭菌法用于各种食品和饮料工业,但乳制品加工使用最多。
- 巴氏灭菌法通常与牛奶有关,全世界都在使用。
- 它被称为“适度热处理”,以防止酶和微生物的变质。
- 通过加热到100°C,热不稳定的腐败生物体,如非孢子形成细菌,酵母和霉菌被消除。
- 由于加热和冷却需求高,巴氏灭菌通常是一个能源密集型过程。
- 巴氏灭菌法与其他保存技术如浓度、酸度和化学抑制效果最好。
- 在巴氏灭菌中,可以使用两种过程:缓慢和快速。
- 慢速巴氏杀菌使用较高的巴氏杀菌温度,时间较长;典型的温度-时间组合为75°C 8至10分钟或63至65°C 30分钟。
- 在至少85至90°C的巴氏灭菌温度下,快速,高温或闪蒸巴氏灭菌只需要几秒钟。常见的温度和持续时间组合包括88°C(190°F)持续一分钟,100°C持续12秒,121°C持续2秒。
巴氏灭菌法历史
- 法国科学家路易斯·巴斯德在19世纪发明了巴氏灭菌法。他用这种方法处理葡萄酒和啤酒。
- 1862年,该程序首次使用高温短时间(HTST)方法。
- 在20世纪初,技术迅速发展,激发了许多巴氏杀菌技术的发展。
- 芝加哥于1908年通过了第一部要求对牛奶进行巴氏消毒的法律。
- 这种保存方法被称为大桶巴氏灭菌法,在20世纪上半叶占主导地位。这种方法的基础是在大约63°C的温度下将牛奶分批加热30分钟。
- 但到20世纪40年代初,高温短时间(HTST)连续方法已经获得了广泛的工业认可。
- 随着工艺技术的进步,多次进行了温度处理。
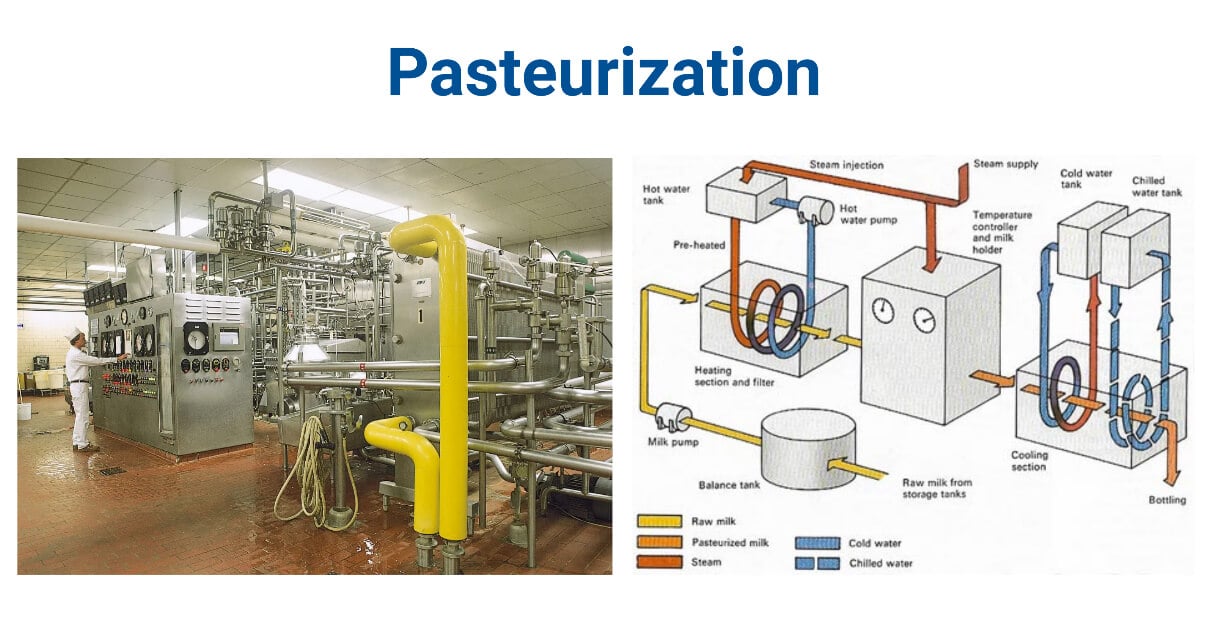
- 目前,通常采用板式换热器来进行高温加热,这是一种广泛认可的高温加热技术巴氏杀菌奶.
- 现代巴氏消毒设施的不同加热和冷却阶段确保牛奶达到适当的温度。
巴氏灭菌的目的
- 巴氏灭菌法的目的不是要根除食物中的所有微生物。相反,它有助于减少活细菌的数量,如果适当的条件适用于储存条件,使它们不太可能传播疾病。
- 在许多HACCP计划中,它经常被用作CCP,并广泛应用于食品部门。
- 巴氏灭菌通常用于消除所有致病微生物(如巴氏牛奶)或减少导致食物变质的微生物的数量,如醋。
- 巴氏灭菌可以中和所有非孢子形成的致病菌,大多数破坏植物的微生物,并减缓或停止微生物和酶的活性。
- 它可以延长食品在低温下的保质期,通常是4°C,可以保存几天(例如牛奶)或几个月(例如瓶装水果)。
不同食物的巴氏杀菌及其目的
| S.N. | 食物 | 主要目的 | Sub-purpose | 处理条件 |
| 1 | 果汁(pH < 4.5) | 酶失活(果胶酯酶、聚半乳糖醛酸酶) | 消灭导致腐败的微生物(肠沙门氏菌、小隐孢子虫) | 65℃保温30分钟; 77°C 1分钟;88℃保温15 s |
| 2. | 啤酒(pH < 4.5) | 破坏导致腐败的微生物(野生酵母、乳酸菌(残余酵母菌,酵母菌种) | 破坏导致腐败的微生物 | 65°C - 68°C 20分钟(瓶内); 72°C-75°c, 900-1000 kPa, 1-4分钟 |
| 3. | 牛奶(pH > 4.5) | 病原体的破坏:流产布鲁氏菌,结核分枝杆菌,柯克斯氏体属burnetti | 破坏导致腐败的微生物(链球菌laptis,链球菌cremoris)和酶 | 63°C 30分钟; 71.5°C为15 s64.4°C |
| 4. | 液体蛋 | 病原体的破坏(沙门氏菌seftenburg) | 破坏腐败微生物 | 64.4℃保温2.5 min; 60°C, 3.5分钟 |
| 5. | 冰淇淋 | 破坏腐败微生物。 | 病原体的破坏 | 65℃保温30分钟; 71°C保存10分钟; 80°C, 25 s |
巴氏灭菌法的种类
1.大桶巴氏灭菌或低温灭菌
- 大桶巴氏杀菌机由一个温度控制的密闭大桶组成。
- 此外,它被称为批量巴氏灭菌或低温灭菌,或延长巴氏灭菌。
- 将食品置于62°C至64°C的温度下,保持30分钟左右,然后迅速冷却。
- 巴氏杀菌食品在冰箱中的保质期为两到三周。
- 将原料加入巴氏杀菌缸中,加热到所需温度,保持所需时间,利用冷却技术,最后将原料泵出大桶。
- 在乳制品行业,牛奶在制作冰淇淋、奶酪、酸奶和其他典型食品之前,要在大桶里彻底消毒。
- 今天,小型企业和牛奶以外的物品是大桶/批量巴氏杀菌的主要用途。
- 然而,大公司偶尔会使用它(例如,果汁)。
优势
- 大桶巴氏杀菌法对大企业和小工厂的小批量产品有效。
- 它们特别适合处理像酪乳和酸奶油这样的培养产品,这些产品需要混合以加入发酵剂,静置数小时孵育,搅拌以打破凝乳,除了巴氏消毒和冷却外,最后还要冷却储罐。
缺点
- 大桶中的巴氏灭菌通常分批进行,因此速度较慢。
- 虽然采用手动控制,但操作人员必须始终密切注意,以避免过热、过度保持和燃烧。
- 由于大桶不能再生热量,加热和冷却相对昂贵。
| 产品 | 温度 | 时间 |
| 牛奶 | 62°C | 30分钟 |
| 奶油、酸奶 | 65°C | 30分钟 |
| 蛋奶酒,冷冻甜点混合物 | 69°C | 30分钟 |
2.高温/短时(HTST)
- HTST巴氏灭菌法也被称为闪蒸巴氏灭菌法或连续法。
- HTST巴氏灭菌法代表高温、短时间的处理。
- 这是目前最流行的巴氏杀菌技术之一。
- 将液体加热至71.5°C至74°C的温度约15至30秒,或74°C至76°C的温度约15至20秒,然后使用连续热交换器快速冷却至4°C至5.5°C。
- 它的目标是有害的细菌孢子(肉毒梭状芽胞杆菌孢子)。
- HTST巴氏杀菌奶的典型冷藏保质期为两到三周。
- HTST巴氏灭菌法应消除几乎所有的酵母、霉菌、常见腐败和有害细菌,使牛奶中活微生物的数量减少5倍。
优势
- 颜色和味道保存得更好。
- 适用于乳制品,果汁/果泥类产品,腿啤酒产品。
缺点
- 这种方法可以在较少的制造设施中使用。
- 它很贵。
3.超巴氏杀菌(UP)
- 与HTST工艺相同,超巴氏杀菌也是在更高的温度下使用稍微不同的工具进行的。
- UP巴氏杀菌产品有较长的保质期,但仍需要冷藏。
- 不同的乳制品需要不同的巴氏杀菌工艺,这取决于产品的脂肪含量。
- 冰淇淋、乳制品甜点混合物、奶油或加工过的奶酪需要更强的处理,比如70°C 25 - 30分钟或80°C 25秒。
优势
- 超低温灭菌大大延长了牛奶的保质期。
缺点
- 这种牛奶尝起来不像传统的巴氏奶,而且含有的维生素A、D和E比传统的巴氏奶少20%。
- 由于抗菌剂、有益细菌和酶的含量降低,巴氏消毒牛奶的保质期一旦打开就会缩短。
4.超高温(UHT)
- 目前使用超高温(UHT)来保存牛奶。
- 牛奶在包装前在135℃下消毒2-5秒,然后无菌放入容器中。
- 尽管不放在冰箱里,但UHT牛奶有时可以保存6到9个月。
- UHT治疗也有望消除细菌孢子。
优势
- 它的处理时间更短
- 它的保质期更长
缺点
- 灭菌降低了牛奶的营养价值
- UHT治疗需要消耗大量能量
- UHT工艺改变了牛奶原有的风味。
- UHT牛奶包装是不可生物降解的。
通过巴氏灭菌法杀死的微生物
- 酸生产国,链球菌、乳酸菌、微生物、大肠杆菌群,Micrococci
- 气体生产者-大肠菌群,丁酸梭状芽孢杆菌
- 粘稠的或粘稠的发酵-粘动碱性菌,产气肠杆菌
- 蛋白水解生物- - - - - -芽孢杆菌spp。假单胞菌spp。普罗透斯spp。链球菌liquefaciens
- 分解脂肪的生物- - - - - -荧光假单胞菌,Achromobactor lipolyticum,脂溶假丝酵母,青霉菌spp。
不同巴氏灭菌技术的比较
| 标准 | 增值税 | 杀菌 | UHT |
| 流程类型 | 批处理 | 连续 | 连续 |
| 温度和时间 | 65°C, 30分钟 | 72°C保存15-30秒 | 135-150°C加热几秒钟 |
| 食物保存 | 酪乳和酸奶油 | 牛奶、蛋奶酒、冷冻甜点、果汁等。 | 牛奶 |
| 保质期增加(牛奶) | 冷藏几天 | 冷藏2-3周 | 无菌包装6-9个月 |
| 微生物死亡 | 植物病原体 | 植物病原体 | 所有的细菌和孢子 |
参考文献
- Bousbia, A., guoui, Y., Boudalia, S., Benada, M., & Chemmam, M.(2021)。高温短时(HTST)巴氏灭菌对食用奶品质的影响。食品科学学报,30(2),344 - 344。https://doi.org/10.18805/ajdfr.DR-210
- 查尔斯,C,威尔逊,R. E.,凯,T.,蒂尔尼,M.,和托德,A.(2018)。巴氏灭菌过程监测综述,以支持乳制品行业的能源效率。工业工程学报,2018年6月,379-388。
- Chiozzi, V., Agriopoulou, S., and Varzakas, T.(2022)。食品加工中热(巴氏灭菌、灭菌和无菌包装)与非热(超声波、紫外线辐射、臭氧化、高压)技术的进展、应用和比较。应用科学2022,Vol. 12, Page 2202, 12(4), 2202。https://doi.org/10.3390/APP12042202
- Cifelli, c.j., Maples, i.s.和Miller, g.d.(2010)。巴氏灭菌法:对食品安全和营养的影响。今日营养,45(5),207-213。https://doi.org/10.1097/NT.0b013e3181f1d689
- Datta, N., Elliott, A. J., Perkins, M. L., and Deeth, H. C.(2002)。牛奶的超高温处理:直接和间接加热方式的比较。中国乳品学报,57(3),211-227。
- T.版(2008)。microbilogy食物。《食品微生物学》https://doi.org/10.1039/9781847557940-00182
- Fay, d.l.(1967)。现代工业微生物学与生物技术。化学学报,6(11),951-952。
- Fernandes, R.(2009)。微生物学手册乳制品。http://www.leatherheadfood.com
- 刘建军,刘建军(2014)。食品安全管理:食品工业实用指南。爱思唯尔有限公司
- Húngaro, h.m., Peña, w.e.l., Silva, n.b.m., Carvalho, r.v., Alvarenga, v.o., & Sant 'Ana, a.s.(2014)。食品微生物学。摘自《农业与粮食系统百科全书》https://doi.org/10.1016/B978-0-444-52512-3.00059-0
- Modi A, & Prajapat R.(2014)。利用能量审计方法优化牛奶加工厂巴氏灭菌过程的能量。国际科学技术研究,3(6)。www.ijstr.org
- 帕特尔。(2013)。乳制品研究进展。Adv Dairy Res, 9, 2021。
- Sarkar, S.(2015)。微生物注意事项:巴氏杀菌奶。国际乳品科学学报,10(5),206-218。https://doi.org/10.3923/ijds.2015.206.218
- Watts, S.(2016)。牛奶巴氏杀菌技术综述。~ 99 ~生药学与植物化学杂志,5(5)。https://doi.org/10.1136/bmj.1.4286.261
- 赵,J。,朱、M。,X,, Y。,Kang J。,&倪Y(2015)。芒果的玻璃化转变和状态图。《农业机械学报》第46卷第4期[j] . https://doi.org/10.6041/j.issn.1000-1298.2015.04.033。